Topics
Topics
吉田酒造店(石川県白山市安吉町) 2023年2月
2023年2月21日。
天気は雪。風も強し。
辻酒販では日常の仕事兼広報部隊の三人で吉田酒造へ蔵見学に。
蔵見学は冬に行うのがベストなので、慣れていないとつらいのは経験上よく知っているので少し心配。。
それでも吉田酒造店は石川の酒蔵の中でも環境に配慮し、低アルコールの酒を造るなど新しい酒の開発をしているなどマストで見なければならない酒蔵の一つなのです。



上の二枚目の写真で工場の前に田んぼがあります。
今年はこちらに田んぼもできる太陽光発電を行うのだとか。
どうでもよい情報だけど、個人的には太陽光は発電より発熱に使う方が効率が良いので、家庭で使うなら太陽熱温水器はイチオシです。日本エコルさんは親切ですよ。真空管式がオススメ。
巷で店頭に並んでいる商品。それには中身が書かれたラベルが貼られています。
しかし、添加物が入っていても量も少なくラベルに書かなくてもよいものは多いです(全て書くと文字だけで大変なことになる)。
コストや手間を考えるとしょうがないと思う。
そんな世の中でも吉田社長は、できる限り添加物を入れない「自然の流れに沿った酒造り」を目指しています。
吉田酒造店では「手取川」ブランドと「吉田蔵」ブランドがありますが、吉田蔵はその中でも特に100%社長の思いの込めたブランドとして作られています(基本的には石川の酒屋で酒を大切に扱っている酒屋でしか卸しません)。
その為に今期取り組んだことは、
- 製造に関わるエネルギーを太陽光などで作った電気に→今年はさらに自分達でも電気を作る!
- 保存料などを入れない為に、発酵の過程でできた炭酸ガスを使う→今年はレイアウト変更、熱殺菌の方法を変え、ガスが逃げないように。
- 熱殺菌も60度で低温処理→吉田蔵では今年から新たな仲間「ヒートリード」導入。
- 低アルコールでも奥行きのある味わいの為にのモダン山廃造り→商品の中にはre発酵(二回発酵させる)などして複雑な味を出したものも!
の4点です。

吉田社長
新たな設備


今回の新たな仲間、垂壷(たれつぼ)くん。
普通の垂壷は上から落とすようにじょぼじょぼと入りますが、その過程で発酵の過程でできたガスが逃げたり,酸化が進んだりとなるため下から入って柔らかく貯まっていく。
ここまでくると垂壷必要なのかわからなくなってくる。漉しても取り切れないもろみがでるのだろうか?
今度聞いてみよっと。


たまにはカラー。
こちらも新入りヒートリード。
下から湯が入ってきます。(マニアックな情報ですが…使用動画:有限会社キクプランドゥ)
作業効率を考えるとパストラミライザーの方がよい。ヒートリードは酒を人の手で機械に下ろさないといけない。
それでも導入したのはヒートリードの殺菌の方(お湯につける。パストラミライザーはシャワーのイメージ)がより均整に熱殺菌できるから。
通常は作業が楽な方がよいのに、品質優先だとしてもあえて大変なことをするのはすごいこと。
社長はじめ社員の皆様に頭が下がります。
ちなみに…パストラミライザーだけでも蔵としては勇気のいる投資額ですし、導入した当時(記憶が確かなら10年前ほど)は最先端の殺菌方法だったと思います。


左に見える機械はラベラー。これは以前からあります。
仕込水は中硬水
手取川は手と手を取り合って渡ったから手取川だそうです。
そのくらい川が急流で、この辺りには中島など島がつく地名が多いのですが、島のようになってしまった集落毎にそういった地名が付いたのだとか。
その為、川が運んだ砂利などでミネラル豊富な地下水となり中硬水なんだとか。
ちなみに鶴来とか上流部は軟水が取れるところが多いそうです。
精米やお米についての説明



洗米(せんまい)

洗米は酒造りにおいて本当に大切な作業で秒単位で水を吸いすぎたり足りなかったりと変わるそうです。これはそのコントロールも細かくできるし、大量に処理できる素晴らしい洗米機だそうです。
機械がないとかなり大変な作業でもあります。
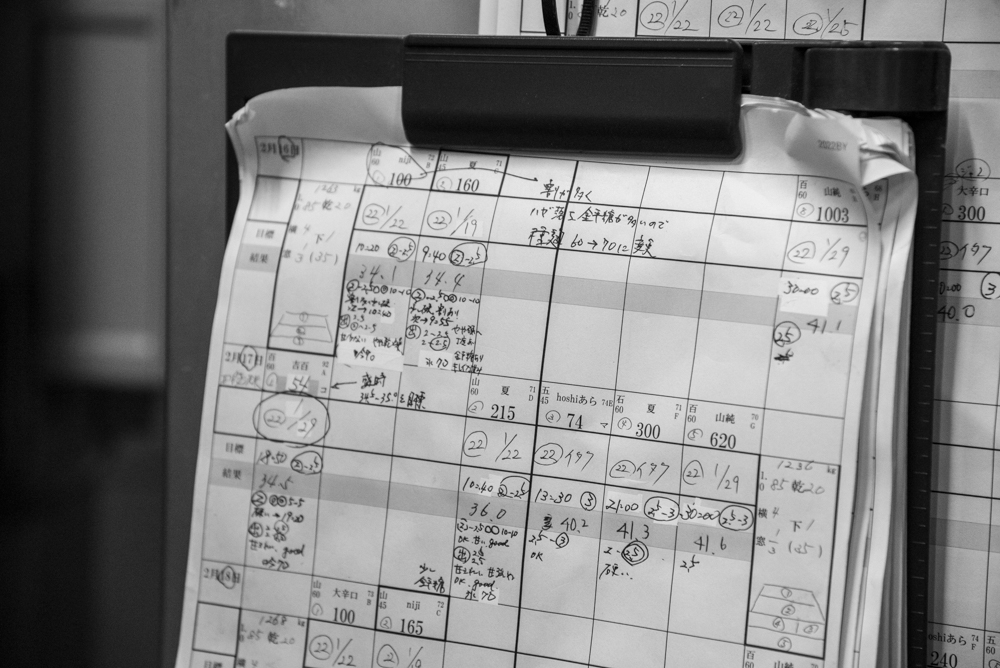
洗米の記録。
写真中に金平糖という文字がありますが、米が欠けることをいうそうです。石川門は特に欠けやすいそうです。
麹室(こうじむろ)

麹米を頂く。
穏やかな甘み。
噛めばかむほど美味しい。
おかわりが欲しかった。。

麹室。
冬の仕込の最中でも二週間に一回ほどは大掃除やるそうです。
目に見えない雑菌は汚れが大好き。掃除は大切!
酒母室

いよいよ酒母室。
酒の母というより酒の子どもを育てる場所の方がイメージが湧きやすい。受け売りです(笑)

こちらの冷凍庫内に自社培養の金沢酵母が入っています。
酵母は−80度位まで冷やさないとならないようです。
山廃だとアミノ酸が多くなる為と思いますが、ねっとりとした独特の泡になるのだとか。
リフォームした醸造室。


酒母を元にどんどん増やしていきます。
酒母で元気に育った酒の元(酛もと)に、蒸米と水と麹(糖)を適量与えて温度を管理し育てます。
元気に育てよ〜!!
このあとも試飲をさせていただき、約1時間半くらいの行程となりましたがとても興味深く聞くことができました。
なにより社長のぶれない姿勢が格好良い。
経営やお客様の反応など本懐を貫き通すのは本当に大変と思います。
新たな挑戦は味の違いも引き起こすし、変化しない方が本当は楽です。
正直、前回の方が美味しいかな?なんて思うこともあります。
それでも私達酒屋は新たな日本酒の扉を開こうとするその姿を応援し続けていきたいと思います。
そして、吉田社長もそんな私達の事も大切に想ってくれています。
外見もよく、熱心でまじめな方ですが、なにより人と人との関係性を大切にする方なんだと思います。
今回それを前の杜氏(現顧問の山本さん)との一枚で感じました。
今まで酒造りを担った杜氏から信頼され可愛がってもらえる人柄、造りだけではなく、しっかりとみんなに想いを伝えようという姿勢。
山本顧問が大切にしている「和醸良酒」という言葉が現杜氏兼社長の吉田さんに受け継がれた良い酒蔵です。
吉田酒造の皆様、造りの忙しい中、本当にありがとうございました!!

カンブリア宮殿的に言うなら
温故知新の酒造り
ですね。
それでは良い酒ライフを!!